I'm overwhelmed by the number of laser source options available for material processing. What's the systematic approach to selecting the right laser for specific applications?
Selecting the optimal laser source requires analyzing four key factors: material properties, processing requirements, laser characteristics, and economic considerations. A methodical approach ensures you match the laser technology to your specific application needs while maximizing efficiency and quality.

How does material absorption behavior influence laser wavelength selection for different processing applications?
Material Absorption and Wavelength Matching
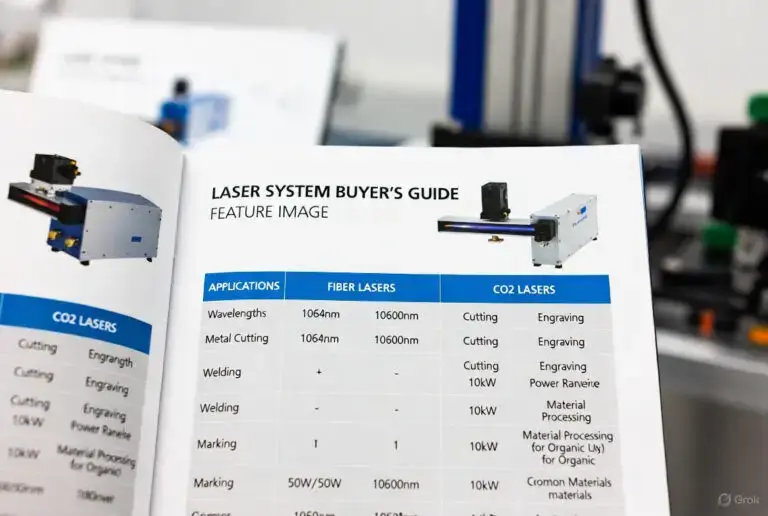
Material absorption characteristics fundamentally determine wavelength selection. Metals typically absorb shorter wavelengths effectively, making fiber lasers (1064 nm) ideal for metal processing. Conversely, non-metallic materials like plastics and ceramics absorb longer wavelengths better, favoring CO2 lasers (10.6 μm). Additionally, specialized materials may require specific wavelengths; for instance, UV lasers (355 nm) excel at processing transparent materials and creating minimal heat-affected zones.
What's the relationship between laser power requirements and material thickness for cutting and welding applications?
Power Requirements and Material Thickness
Power requirements scale with material thickness and processing speed. Thin materials (under 1 mm) typically require 50-500 W, while thicker sections (5-20 mm) may need 2-6 kW. However, power alone isn't sufficient; beam quality and brightness significantly influence cutting efficiency. For instance, high-brightness lasers achieve better results at lower power levels due to superior focusability and energy density.
When should we choose continuous wave versus pulsed laser operation for material processing?
Continuous Wave vs. Pulsed Operation
Continuous wave lasers deliver constant power, making them ideal for high-speed cutting and deep welding where thermal conduction benefits the process. Conversely, pulsed lasers provide controlled energy delivery in discrete bursts, enabling precise material removal with minimal heat input. Pulsed operation excels in applications requiring fine features, heat-sensitive materials, or when ablation rather than melting is desired.
How do beam quality and mode structure affect processing results, and what specifications should we prioritize?
Beam Quality and Mode Structure Impact
Beam quality, quantified by the M² factor, determines focusability and energy density distribution. Low M² values (close to 1) indicate near-diffraction-limited performance, enabling smaller spot sizes and higher precision. Multimode beams provide higher power but larger focus spots, suitable for heat treatment and welding. Single-mode beams offer superior focusability for cutting and fine processing applications where edge quality and minimal heat-affected zones are critical.
What economic factors beyond initial purchase cost should we consider when selecting a laser source?
Total Cost of Ownership Considerations
Beyond initial investment, consider electrical efficiency, maintenance requirements, consumable costs, and expected lifetime. Fiber lasers typically offer superior electrical efficiency (30-50%) compared to CO2 lasers (10-20%). Additionally, evaluate service availability, technical support quality, and upgrade possibilities. Operational costs including gas consumption, cooling requirements, and preventive maintenance schedules significantly impact long-term economics.
Could you provide a practical decision framework for matching common applications with appropriate laser technologies?
Application-Specific Laser Selection Framework
For metal cutting and welding: High-power fiber lasers (1-6 kW). For non-metal processing: CO2 lasers (100-400 W). Precision micromachining: UV or green pulsed lasers. Surface treatment and cladding: High-power direct diode lasers. Marking and engraving: Fiber-pulsed or CO2 lasers depending on material. Always validate selections with material testing, as theoretical predictions may require adjustment for specific process requirements and quality standards.
What emerging laser technologies show promise for future material processing applications?
Future Trends in Laser Technology
Ultrafast lasers (picosecond and femtosecond) enable cold processing with minimal thermal damage. Additionally, wavelength-agile lasers offer tunable output for optimized material interaction. Furthermore, intelligent laser systems incorporating real-time process monitoring and adaptive control represent the next frontier. These advancements will expand processing capabilities while improving efficiency, precision, and automation across diverse industrial applications.